- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 220 Author: Site Editor Publish Time: 2020-05-26 Origin: Site
BLMA is the top 10 plate rolling machine manufacturers in China, specializing in the production of sheet metal rolling machines. We have accumulated rich experience in the use of steel plate rolling machines. Today, based on our company's experience, we will introduce the correct operation method of plate rolling machines during plate rolling. We hope that we can give you a certain reference.
1. The equipment must be operated by a dedicated person. The operator should be familiar with the performance of the equipment, read the instructions carefully, and keep in mind the operating procedures.
2. Before starting the steel plate rolling machine, the electrical and hydraulic systems are in their original positions. Check all hose joints and oil pipes for oil leakage and aging phenomena. Pay special attention to the following points during the inspection:
1). Rubber hoses and joints of the tipping cylinder.
2). Import and export joints and tubing of the main cylinder, and related tubing and joints of the balancing cylinder.
3. Before rolling the plate, check whether all brakes are sensitive and reliable; check whether the horizontal moving device slides flexibly; check whether the overturning frame rotates flexibly; check whether the balance device is flexible and reliable; check whether the lubrication is sufficient. Any problem should be shut down for maintenance.
4. When the hydraulic plate rolling machine tool is running, there should be no looseness in the transmission parts and fastening parts. The temperature of the sliding bearing must not exceed 70 °, and the temperature of the rolling bearing must not exceed 80 °. If it is found to be abnormal, it should be stopped immediately and checked.

1. Turn on the power of the steel plate rolling machine.
2. Enter the diameter, coil width, coil thickness, and end curl coefficient of the coiled workpiece into the calculation program. The program will calculate the horizontal displacement X, the upper roller pressure reduction Y1-Y4, the roller adjustment Measure H, and input the results ± X \ Y2 (NO1), Y3 (NO.2) into the coordinates of the digital display. For the input method, see the electrical description for details, and set the preset knob to the ON state.
3. Adjust the idler inversion according to the amount of idler movement calculated by the program.
4. Give enough lubricating oil to the lubricating place, add the lubricating oil in the reducer upside down. (You can also follow the steps below to manually operate)
5. Roll the board as follows:
Step 1: feeding the board and matching

Step 2: The upper roller moves horizontally to the -X position and descends to the Y1 position. The lower roller reverses to bring the steel plate to the forming position.
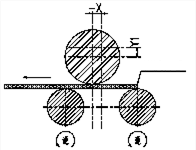
Step 3: the lower roller rotates forward while the upper roller presses down.
Step 4: the upper roller is pressed down to the Y2 position to stop, and the lower roller continuously rotates forward.

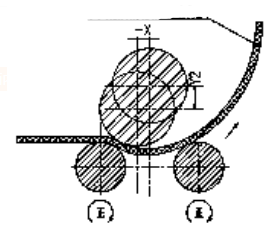
Step 5: until the end of the plate stops, the upper roller presses down Y3 to stop, and the end of the plate is directly pressed and pre-bent.

Step 6: The upper roller lifts Y2-α, moves horizontally + X position, presses down the same position Y2, and the lower roller rotates forward.

Step 7: Stop until the end of the plate, press the upper roller down to the Y3 position, and directly press and pre-bend the end of the plate.

Step 8: Move the upper roller to X = 0 and press down to the Y4 position. The lower roller is reversed to compensate for the bending.

Note:
The straight edge of the plate after the equipment indenter is 2-2.5 times the thickness of the plate. If the accuracy of the reel is high, it can be welded and rounded through the indenter or gas-cut straight edge of other equipment (such as hydraulic presses).
1) The upper roller surface and the lower roller surface must not be in direct contact.
2) When the lower roller and the support roller base move horizontally, the left and right cylinders of the upper roller cannot be pressurized. The reverse motion of the lower roller and the transmission shaft should be braked before operating in the reverse direction;
3) Before the steel plate is rolled, the burrs and sharp edges must be polished to remove all welding residue, rust, and dust.
4) When rolling or leveling, the steel plate and work roll are not allowed to slip.
5) When leveling the steel plate with a pad, the hardness of the pad should not be higher than the hardness of the work roll.
6) When rolling or leveling, the steel plate should be placed in the middle of the work roll, and the thickness of the steel plate should be reduced accordingly when offset.
7) The work is not allowed when the steel plate is bent and overlapped.
8) When welding workpieces on the equipment, the workpieces should be directly grounded, and cannot be grounded through the equipment.
9) When the workpiece is still clamped between the upper and lower work rolls, the horizontal moving device must not be actuated. When moving horizontally, the upper bus of the lower roller must be above the upper bus of the lower roller.
10) The horizontally moving screw should be cleaned and lubricated in time to avoid jamming and strain.
11) When a possible accident occurs, you should quickly press the emergency stop button on the operating table to cut off the power.
12) After the workpiece is bent, the upper roller should be raised to 120mm on the line to unload the workpiece and chamfer 92 °, 93 °.
13) The upper roller must rise to the limit stop position to open the tipping frame.
14) When removing the workpiece, the scale and dust should be prevented from falling into the bearing of the beam.
15) When a possible unexpected situation occurs, you should quickly press the emergency stop button on the console to cut off the power.
BLMA is the top 10 plate rolling machine manufacturers, having professional steel plate rolling machine operation knowledge and providing high-quality 4 roll plate bending machine, 3 roller plate rolling machine, hydraulic rolling machine and so on. If you have any question or needs, please contact us.
